Why Multi Jet Fusion Technology ?
Industrial-Grade MJF 3D Printing at Production Scale
At Indium-Protofy3D Our Multi Jet Fusion technology delivers isotropic mechanical properties, sub-0.3mm tolerances, and true production volumes — engineered for the most demanding applications in aerospace, automotive, and advanced manufacturing.
Key Features
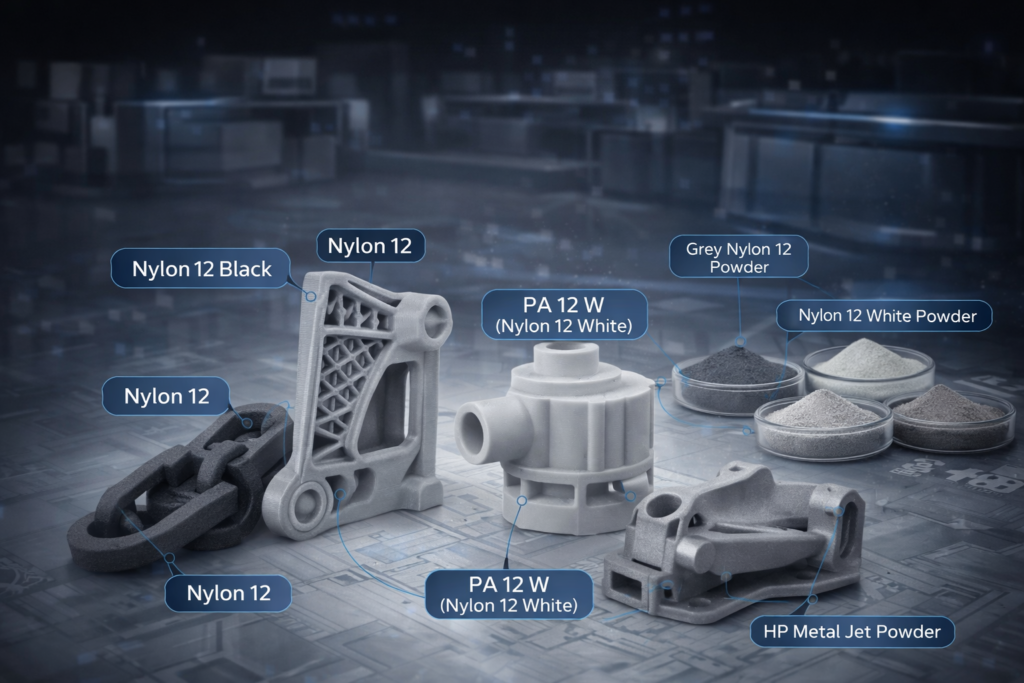
- Biocompatible material options
- High-temperature resistant polymers
- Flexible and rigid material choices
- Food-safe certified materials
- Custom material development available
Why MJF Outperforms Conventional 3D Printing
Production-Ready Speed
MJF processes an entire powder bed layer simultaneously, enabling throughput that’s 10× faster than single-point SLS systems. Parts-in-hand in 3–5 business days.
Superior Surface Quality
The detailing agent at part boundaries produces a sharper, smoother surface than SLS, reducing post-processing time and improving cosmetic quality for customer-facing components.
Isotropic Mechanical Strength
Unlike FDM which creates weak Z-axis bonds between layers, MJF fuses each layer into a continuous, homogeneous structure — delivering equal strength in all three axes.
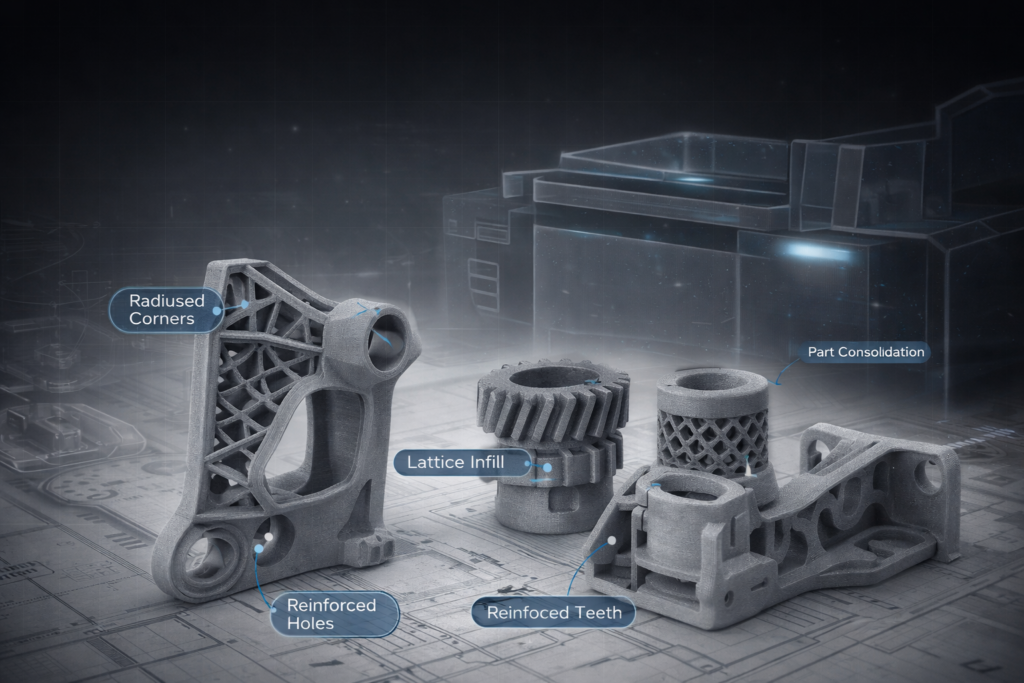
Support-Free Geometry
Parts are self-supported by unfused powder during the build, enabling complex internal channels, organic geometries, and interlocking assemblies impossible with support-dependent processes.