

Result: flexible, scalable SLS production with predictable cost, quality, and lead time.
Why SLS for Additive Manufacturing ?
Industrial-Grade SLS Additive Manufacturing for Functional, Production-Ready Parts
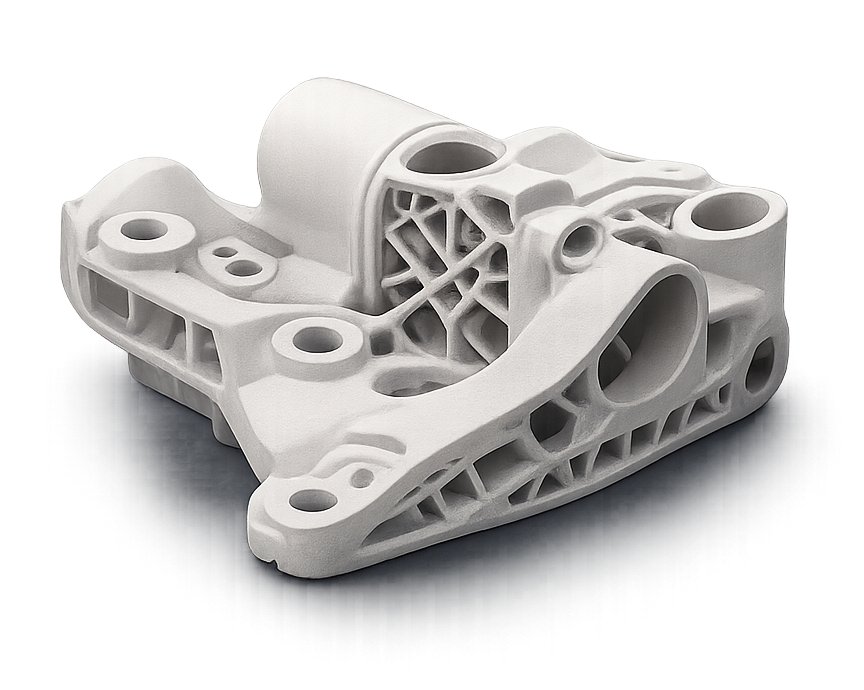
At Protofy 3D, Our Selective Laser Sintering (SLS) 3D Printing Services deliver high-strength, isotropic polymer parts designed for functional prototyping, low-volume production, and end-use applications. Using industrial SLS systems and engineering thermoplastics, we manufacture complex geometries with excellent mechanical performance—without support structures and with consistent repeatability.
- Industrial-scale SLS systems
- Optimized nesting for cost efficiency
- High part density per build
- End-use and functional-grade nylon materials
Built to support both engineering development and series production.
Production-Grade SLS Infrastructure
We operate industrial SLS systems designed for repeatability, dimensional stability, and batch efficiency.
Engineering-Grade SLS Materials
We support a range of SLS thermoplastics, including PA12 (Nylon 12), PA11, Glass-Filled Nylon.Custom material options available on request
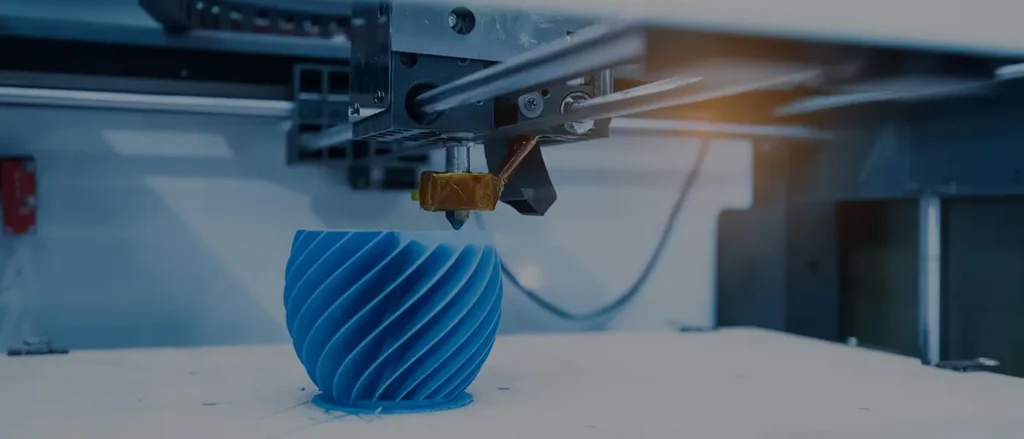
Industrial-Scale SLS Systems
Industrial-scale SLS (Selective Laser Sintering) systems are engineered for robust performance, repeatable quality, and maximum throughput.
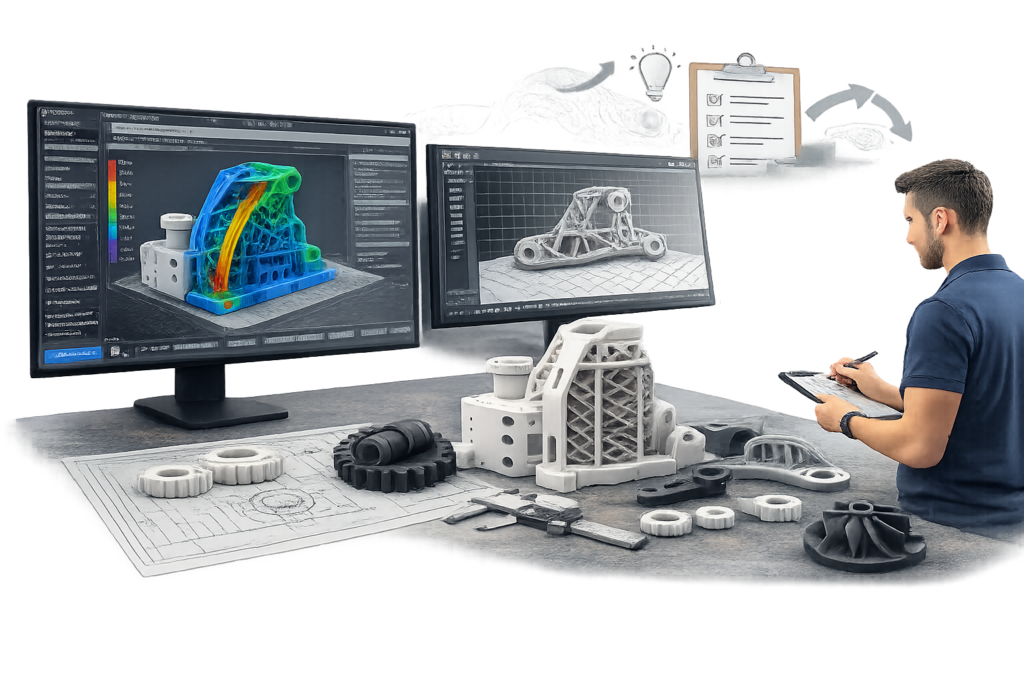
Design for SLS (DFAM) Support
Our engineers provide Design for Additive Manufacturing support to ensure manufacturability and performance.